












Micromachining as a watchmaker's craft
Renowned watch manufacturers live by the exclusive quality of their products.
The smallest of watch parts provide precision to a few thousandths of a millimeter: whether it is hands, dials, springs, levers or engravings.
Only through a collaboration between the traditional watchmaker with their sensitive touch and specialized laser micromachining is it possible to produce individual designs and intricate mechanisms.
The smallest of watch parts provide precision to a few thousandths of a millimeter: whether it is hands, dials, springs, levers or engravings.
Only through a collaboration between the traditional watchmaker with their sensitive touch and specialized laser micromachining is it possible to produce individual designs and intricate mechanisms.
The kilogram prototype with laser markings
International efforts have been ongoing for years to redefine the unit of measure for a kilogram and find a constant gauge. At the National Metrology Institute of Germany (Physikalisch-Technischen Bundesanstalt (PTB))
a solution was sought in natural constants - in atoms in a pure crystal structure. Pure silicon is key to the definition of a new, constant kilogram.
To align the spheres for the numerous measurements, markings are necessary that inflict the least damage possible.
In its search for a suitable method the PTB in Braunschweig found what it was looking for at Micreon.
To align the spheres for the numerous measurements, markings are necessary that inflict the least damage possible.
In its search for a suitable method the PTB in Braunschweig found what it was looking for at Micreon.
Laser physics honored with Nobel Prize



The idea that micromachining with ultrashort pulse lasers could be worthy of a Nobel Prize has now been confirmed!
In 2018 half of the Nobel Prize in Physics was awarded to Arthur Ashkin "for the development of optical tweezers and their application to biological systems", and the other half jointly to Gérard Mourou and Donna Strickland "for the development of their method of generating high-intensity ultrashort optical pulses".
With their work the distinguished scientists have revolutionized laser physics, said the Nobel Prize Committee.
To the video of the award ceremony: Donna Strickland: 2018 Nobel Lectures in Physics
To the video of the award ceremony: Gérard Mourou: 2018 Nobel Lectures in Physics
In 2018 half of the Nobel Prize in Physics was awarded to Arthur Ashkin "for the development of optical tweezers and their application to biological systems", and the other half jointly to Gérard Mourou and Donna Strickland "for the development of their method of generating high-intensity ultrashort optical pulses".
With their work the distinguished scientists have revolutionized laser physics, said the Nobel Prize Committee.
To the video of the award ceremony: Donna Strickland: 2018 Nobel Lectures in Physics
To the video of the award ceremony: Gérard Mourou: 2018 Nobel Lectures in Physics
Faster than the heat flows
HIGH PROCESSING QUALITY IS WHAT MAKES THE USP LASER SO ATTRACTIVE FOR INDUSTRY
For industrial material processing the use of extremely short laser pulses is becoming increasingly attractive, especially for delicate structures and
temperature-sensitive materials. Because of its technical properties, the ultrashort pulse laser opens up new possibilities here in terms of precision and processing quality.
Lasers have been used in the processing of plastics already for a long time now, especially for the ablation of material, such as in drilling, cutting or structuring.
The laser method is generally suitable for complex and fine structures, because the laser beam can be flexibly aligned and rigidly focused.
CONSEQUENCES OF DIFFERENT PULSE DURATIONS
With conventional laser sources, resolutions of the order of magnitude of the laser wavelength are theoretically achievable. For carbon dioxide lasers (CO2 lasers) this
lies at roughly 10μm, and for titanium-sapphire lasers or neodymium-yttrium-aluminum-garnet lasers (Nd:YAG lasers) at roughly 1μm. Practically achievable resolutions with
conventional lasers, however, lie roughly one to two orders of magnitude higher, depending on the material to be processed. The reason for this is the thermal processes
by which the remaining material is mechanically damaged by stresses, cracks, flaking, melting and burring, for example.
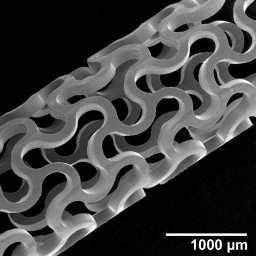
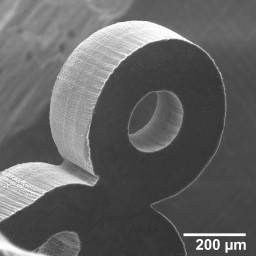
Biopolymer stent: On the left the structure of the stent made of bio-reabsorbing plastic, produced with a femtosecond laser; on the right a detailed view of a fixture
for the X-ray marker.
Because of the considerably shorter pulse duration, such damage does not occur with ultrashort pulse lasers (USP lasers).
A disadvantage of conventional lasers is also that they can only process a material that matches their specific wavelength; i.e. a material whose absorption is sufficiently high for the wavelength used. This limitation doesn't apply when ultrashort pulse lasers are used.
A disadvantage of conventional lasers is also that they can only process a material that matches their specific wavelength; i.e. a material whose absorption is sufficiently high for the wavelength used. This limitation doesn't apply when ultrashort pulse lasers are used.
For while lasers working with continuous or low-pulse frequencies process materials through thermal melting, and so are only suitable for materials
which properly absorb their specific wavelength, with ultrashort pulse lasers the importance of the wavelength recedes further into the background because
of their brief high intensity, meaning they are suitable for virtually all materials (even transparent ones).
HOW THE ULTRASHORT PULSE LASER WORKS
The way ultrashort pulse lasers achieve the required short, high-energy pulses is through the principle of mode coupling. Here the highest possible number of oscillating
eigenstates (modes) within the laser are synchronized in order to achieve very short light pulses, which, when overlapped, experience an extremely high boost in intensity.
The result is that, over a very short time, the high-energy light pulses admit much higher input of energy into the material than continuous application of the laser would
allow. With a continuous power of 10W, picosecond laser pulses of some GW•cm-2 can be generated.
MICROEXPLOSIONS INSTEAD OF MELTING
Whereas conventional lasers emit their power continuously or in pulses of up to a few nanoseconds (10-9s), the pulse durations of USP lasers lie in the range of picoseconds (10-12s)
or a few femtoseconds (10-15s). The special effect of USP lasers comes from the fact that the duration of the laser pulses is shorter than the time required for heat diffusion.
Because of the brief very high laser intensity (see box), a local temperature imbalance is generated which cannot be compensated for by the surrounding material.
Instead of first melting and then vaporizing as with a conventional laser, the material acted upon with a USP laser pulse immediately turns into a gaseous aggregate state
(sublimation).
Even though such ultrashort pulses ablate material in local microexplosions, the operation is so quick that the surrounding material remains largely unaffected. This way it is possible to achieve extremely small and precise ablation volumes so that even thin material layers can be removed. This means that roughly 100-times finer structures can be generated than with a conventional laser – depending on the melting point and thermal conductivity of the material.
Even though such ultrashort pulses ablate material in local microexplosions, the operation is so quick that the surrounding material remains largely unaffected. This way it is possible to achieve extremely small and precise ablation volumes so that even thin material layers can be removed. This means that roughly 100-times finer structures can be generated than with a conventional laser – depending on the melting point and thermal conductivity of the material.
MATERIAL PROCESSING IN INDUSTRY
The high degree of focusability and simultaneously high energy input with ultrashort pulse lasers means that even demanding geometric processing tasks are possible. This
capability is utilized in the processing of microstructures, such as high-precision drilling or cutting of the smallest of parts. An important area of application of USP
technology for plastics processing can be found in medical technology, such as for bio-stents.
Other suitable methods are used for preparing and functionalizing surfaces. So, with USP laser processing it is possible to adapt a wide range of surfaces in terms of their tribological properties, and thus achieve useful characteristics in areas such as adhesion and wettability. One example of this is the behavior of a surface in terms of its wettability with liquids; i.e. the targeted generation of hydrophile or hydrophobic ("lotus effect") behavior.
Other suitable methods are used for preparing and functionalizing surfaces. So, with USP laser processing it is possible to adapt a wide range of surfaces in terms of their tribological properties, and thus achieve useful characteristics in areas such as adhesion and wettability. One example of this is the behavior of a surface in terms of its wettability with liquids; i.e. the targeted generation of hydrophile or hydrophobic ("lotus effect") behavior.
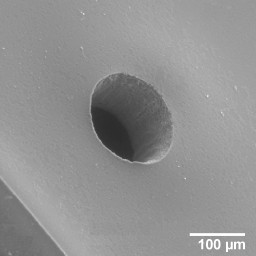
Drilling on the periphery of a contact lens:
Such drill holes produced by a USP laser serve to improve the supply of oxygen to the cornea.
Such drill holes produced by a USP laser serve to improve the supply of oxygen to the cornea.
Ultrashort pulse laser methods can also be used to prepare different surfaces, which are then to be joined together using classic joining methods: By applying a structure
of microscopic dimensions to the surface to be joined, the quality and resilience of adhesion and welding joints can be enhanced. Plastic-metal compounds are increasingly
being put to use in the area of lightweight constructions. The use of ultrashort pulse lasers opens up new possibilities here. By modifying the surface microscopic
structures can be produced on the metal surface. These indentations allow the plastic that is liquefied in the joining process to mesh with the metal in a high strength join.
ATTOSECONDS ON THE HORIZON
Researchers are always trying to optimize the USP laser in terms of power density. One of the goals here is to reduce the length of the pulse even more. Even if they are
not yet being used in materials processing, USP lasers can already be found in areas such as spectroscopy and basic research, which, with great effort, can generate pulse
lengths of a few attoseconds (10-18s).
Dr. Karlhorst Klotz
Source disclosure: © Carl Hanser Verlag, München - Kunststoffe 1/2018
Ultra-short laser pulses mark a new kilogram prototype
International efforts that have been going on for years to redefine the unit of measure and find a constant gauge.
At the National Metrology Institute of Germany (Physikalisch-Technischen Bundesanstalt (PTB)) a solution is being sought for this in natural constants – in atoms that comprise a certain crystal.
Pure silicon is key to the definition of a new, constant kilogram.
To align the spheres for the numerous measurements, markings are necessary that inflict the least damage possible.
In its search for a suitable method the PTB in Braunschweig found what it was looking for at Micreon.
At the National Metrology Institute of Germany (Physikalisch-Technischen Bundesanstalt (PTB)) a solution is being sought for this in natural constants – in atoms that comprise a certain crystal.
Pure silicon is key to the definition of a new, constant kilogram.
To align the spheres for the numerous measurements, markings are necessary that inflict the least damage possible.
In its search for a suitable method the PTB in Braunschweig found what it was looking for at Micreon.
Stents made of bioabsorbable polymers save lives
So-called bio-stents made of bioabsorbable polymers offer the special advantage of dissolving on their own after the vessel has healed. But since bioabsorbable polymers are very sensitive to temperature, the ultrashort pulse laser is the only tool with which these finely structured components can be produced without damaging them.
New company website online
The relaunch of our website supports customers and users in the best possible way with the provision of information.